
爱迪除尘设备
联系人:邢-18330726665
联系人:黄-18330736667
邮箱:adcc@ccpjcg.com
地址:河北省泊头市工业开发区
| 脱硫吸收塔泡沫排放装置的研制 |
| 时间:2021-10-11 09:13:40 点击: 次 |
引言 目前国内火力发电厂烟气脱硫装置90%容量以上采用是石灰石—石膏湿法脱硫工艺。随着环保排放标准的日益严格,火电厂允许SO2排放浓度也越来越严格。《火电厂大气污染物排放标准》(GB13223-2011)规定,2012年1月1日起,新建锅炉烟气中SO2允许排放浓度为100mg/m3,重点地区SO2允许排放浓度将执行50mg/m3。新的火电厂大气污染物排放标准对烟气脱硫装置提出了更高的运行要求。 石灰石—石膏湿法烟气脱硫工艺具有脱硫效率高、运行稳定等优点,但随着脱硫装置旁路烟道的拆除,对脱硫装置的可靠行提出了更高的要求。 脱硫旁路烟道拆除后,在锅炉启动及停运期间,脱硫装置必须投入运行,而电除尘器往往只能投入前面几个电场、低电压运行,造成锅炉在启动及停运期间未燃尽的飞灰、燃油灰尘等进入吸收塔,在吸收塔液面上形成大量泡沫。同时,由于氧化风机不断鼓入氧化空气,也容易在吸收塔内生成泡沫,漂浮在吸收塔液面之上,这些泡沫不及时排除,将影响石灰石活性、石膏结晶和脱硫效率,造成SO2排放浓度超标,同时大量的泡沫也易发生循环泵汽蚀现象。 本项目研究一种吸收塔泡沫排放装置,当吸收塔内生成泡沫,泡沫检测装置能及时报警并将吸收塔内的泡沫排出吸收塔外,提高吸收塔浆液品质,保证脱硫装置高效、稳定运行。以期在大油枪、小油枪点火的锅炉以及石灰石含氧化镁高易起泡的脱硫吸收塔推广应用。 1 目前吸收塔泡沫的治理现状 吸收塔内起泡沫长期困扰电厂安全、清洁生产。脱硫装置旁路烟道拆除后,锅炉启动点火时大量油污及未燃尽的飞灰进入吸收塔,另外脱硫装置运行时鼓入大量的氧化空气及石灰石含氧化镁等也易产生大量的泡沫漂浮在吸收塔液面以上,泡沫长期累计造成吸收塔虚假液位、泡沫倒流入口烟道、GGH、风机测,造成堵塞及安全隐患;泡沫影响吸收塔内石灰石的活性和石膏的结晶,造成循环泵汽蚀、脱硫效率下降、二氧化硫排放超标等。目前,电厂脱硫运行多采取向吸收塔加消泡剂的方法,效果差,费用高,漂浮在吸收塔液面上的泡沫等不能彻底排出塔外。 1.1 吸收塔泡沫产生的原因 经查阅相关资料,吸收塔内产生的泡沫主要原因如下: 1) 锅炉启停过程中投油、燃烧不充分,未燃尽成份随锅炉尾气进入吸收塔,使吸收塔内浆液有机物含量增加。 2) 电除尘器运行效果不好,烟气中烟尘含量过高,含有大量的惰性物质进入吸收塔,致使吸收塔浆液重金属含量增高,重金属离子增加引起浆液表面张力增加,造成浆液起泡沫。 3) 脱硫用石灰石含MgO,与硫酸根离子反应生成泡沫。 4) 脱硫用工艺水水质差,如中水。 5) 脱硫废水排放不及时等。 对于吸收塔内的泡沫,目前采取的措施多为加消泡剂的方法消除:消泡剂能降低水、溶液、悬浮液等的表面张力,防止形成泡沫,或使原有泡沫减少,通常具有选择性作用。但消泡剂仅能消除泡沫,悬浮在吸收塔液面上的污物不能排出吸收塔。下图为某电厂锅炉点火期间从吸收塔溢流口排出的大量泡沫。
1.2 吸收塔内积累大量泡沫的危害 1) 吸收塔液位测量采取压力测量,泡沫易造成虚假液位,造成吸收塔溢流。 2) 泡沫多时(几米高),能从吸收塔入口烟道倒入进口烟道,造成烟道沉积结垢、GGH堵塞,导致脱硫系统运行阻力增大,甚至影响到引风机(增压风机)的安全运行。 3) 泡沫影响石灰石的活性、脱硫石膏的氧化、结晶和皮带机脱水效果,直接影响脱硫效率。 2 吸收塔泡沫排放装置方案的研究 目前石灰石—石膏脱硫装置的吸收塔多采用喷淋空塔。吸收塔浆池采用侧进式搅拌器或脉冲悬浮防止浆液沉积。吸收塔内的浆液运行密度一般在控制15wt%~20wt%,吸收塔循环泵一般不少于3台。 对于某电厂4号吸收塔,吸收塔循环泵为5台,液气比为17.28L/m3。 设计吸收塔泡沫排放装置,主要应考虑一下几个方面: 1) 能将吸收塔内的泡沫顺利引出吸收塔; 2) 泡沫排放装置运行过程中不堵塞、不腐蚀; 3) 泡沫检测装置测量准确,指导运行人员正确判断; 4) 检修、运行维护方便。 2.1 几种泡沫排放装置的比较 对于泡沫排放装置与吸收塔的接口主要考虑了三种方案,方案比较如下。 2.1.1 方案一 吸收塔最高运行液位安装泡沫排放口,排放口上设计挡雨板,当吸收塔运行发现有泡沫时,开启泡沫排放口上的阀门,吸收塔内泡沫靠吸收塔内正压排出塔外。 优点:结构简单。 缺点:不能实时监测吸收塔内泡沫。 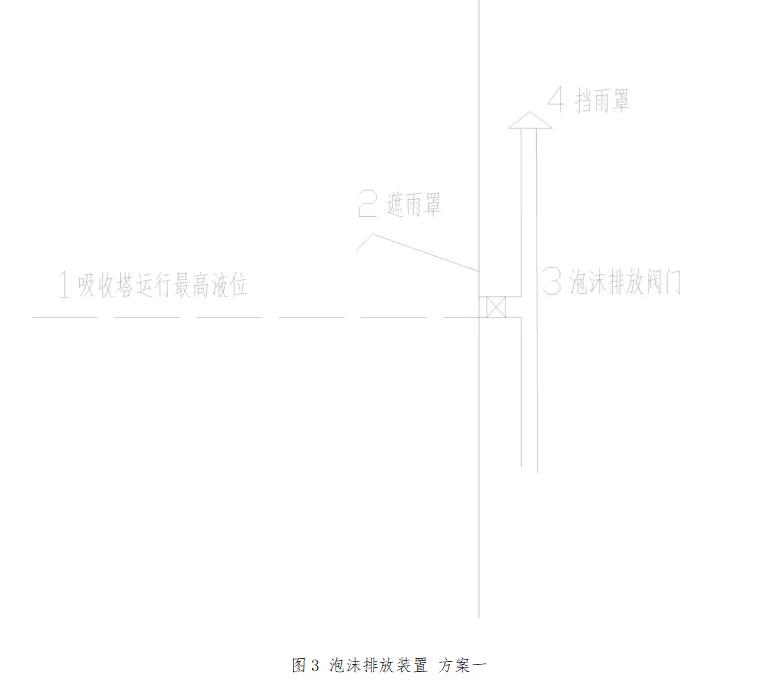
2.1.2方案二 在吸收塔最高运行液位设计锯齿形进泡沫收集进口,进口正上方设计挡雨板,防止循环泵喷淋浆液进入泡沫收集进口。当运行发现吸收塔内有泡沫时,开启泡沫收集装置上的相关阀门,吸收塔内的泡沫靠吸收塔内运行正压将泡沫排出塔外。 优点:系统较简单。 缺点:泡沫收集器易堵塞,排出泡沫易带浆液,不能实时监测吸收塔内泡沫。 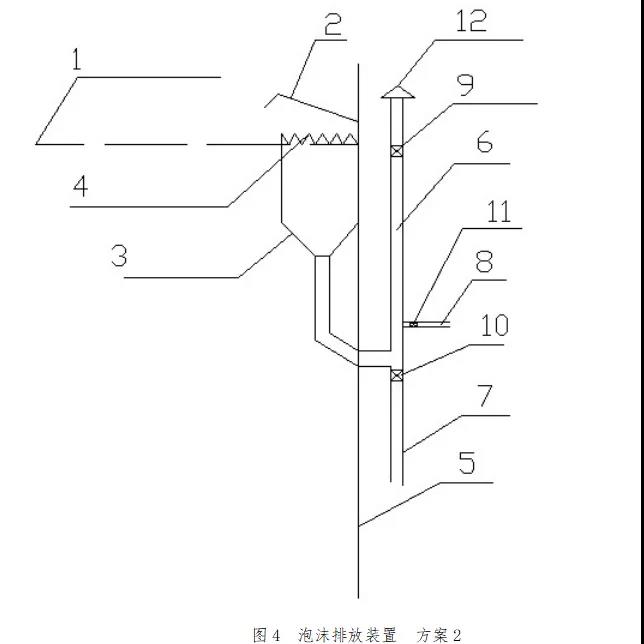
图中 1 吸收塔最高运行液位 2 遮雨罩 3 泡沫收集器 4 锯齿形泡沫进口 5 吸收塔塔壁 6 排气管 7 泡沫排放管道 8 冲洗水管道 9 排气阀门 10 泡沫排放阀门 11 冲洗水阀门 12 挡雨罩 2.1.3方案三 在吸收塔运行最高液位安装泡沫排放装置,使泡沫排放装置与吸收塔形成一个联通器。 为防止吸收塔内浆液进入泡沫排放装置沉积、堵塞,在泡沫排放装置与吸收塔开口下沿呈45度角。 优点:泡沫排放装置与吸收塔形成一个连通器,将吸收塔内泡沫引入泡沫排放装置内,泡沫排放装置设计浆液回流管道,进入泡沫排放装置的石膏浆液靠重力回流至吸收塔,不易堵塞,泡沫排放装置安装射频导纳液位计,能实时监测吸收塔内泡沫或液位。 缺点:设备相对复杂。 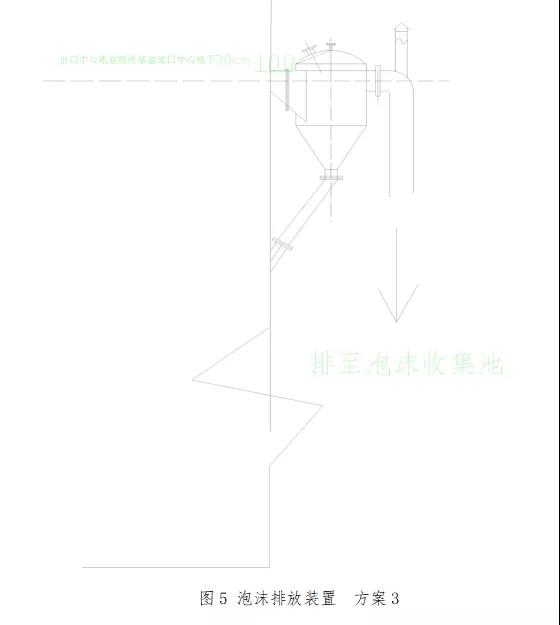
2.2 泡沫排放装置的方案选择 方案一和方案二都存在不能实时监测吸收塔内泡沫的问题,吸收塔高液位运行易造成堵塞。采取方案一,让运行人员难以判断吸收塔内是否有泡沫,长期不开启运行,泡沫连接管道易沉积石膏堵塞;采取方案二,考虑到吸收塔内液气比很高,以及吸收塔内烟风流速的不均匀,在吸收塔内收集泡沫难度较大,吸收塔内的喷淋浆液容易进入泡沫收集器,无泡沫长期运行易造成堵塞,该方案同样存在不能实时监测泡沫生成或吸收塔液位的问题,让运行人员难以判断。方案三能实时监测吸收塔内泡沫或浆液液位,吸收塔内一旦出现泡沫或高液位,射频导纳液位计就能及时监测并发出报警信号,开启相关阀门,运行人员可就地观察是出现泡沫还是高液位溢流,同时能够对吸收塔液位测量装置起到校准作用。 通过以上三个方案的比较,采用方案三,并对有关细节进行优化设计。 3 吸收塔泡沫排放装置的研制 3.1泡沫排放装置的报警装置研究 泡沫排放报警装置采取射频导纳技术。射频导纳物位控制技术是一种从电容式发展起来的、防挂料、更可靠、更准确、适用性更广的新型物位控制技术,是电容式物位技术的升级。所谓射频导纳,导纳的含义为电学中阻抗的倒数,它由电阻性成分、电容性成分、感性成分综合而成,而射频即高频无线电波谱,所以射频导纳可以理解为用高频无线电波测量导纳。仪表工作时,仪表的传感器与灌壁及被测介质形成导纳值,物位变化时,导纳值相应变化,电路单元将测量导纳值转换成物位信号输出,实现物位测量。该变送器将物位量转换成4~20mADC的国内外电动仪表及集散控制DCS系统等配套使用,实现工艺流程的自动检测和自动控制。射频导纳液位计的特点 1) 通用性强:可测量液位及料位,可满足不同温度、压力、介质的测量要求,并可应用于腐蚀、冲击等恶劣场合。 2) 防挂料:独特的电路设计和传感器结构,使其测量可以不受传感器挂料影响,无需定期清洁,避免误测量。 3) 免维护:测量过程无可动部件,不存在机械部件损坏问题,无须维护。 4) 抗干扰:接触式测量,抗干扰能力强,可克服蒸汽、泡沫及搅拌对测量的影响。 5) 准确可靠:测量量多样化,使测量更加准确,泽良不受环境变化影响,稳定性高,使用寿命长。 3.2 泡沫排放装置防堵塞、防腐蚀的研究 燃煤在燃烧过程中产生多种具有强腐蚀性的酸性气体:SO2、SO3、HCl、HF、NOX等,部分SO3随着烟气温度下降与烟气中水分结合形成极具腐蚀性的高浓度硫酸冷凝液。绝大部分SO2、HCl、HF被吸收浆液吸收生成硫酸、亚硫酸、盐酸和氢氟酸,虽然最终大多转化成相应的钙盐和镁盐,但它们的水解产物都具有酸性。这样,在系统不同部位会造成不同低PH值的腐蚀环境,而Cl-、F-的存在恶化了腐蚀环境。 大多数石灰石—石膏湿法脱硫工艺吸收塔内浆液固体含量范围是15wt%~20wt%,PH值5~6,Cl-浓度设计小于20000mg/L,浆液具有较强的腐蚀性,浆液静置容易沉积堵塞。 经验证明,湿法石灰石脱硫工艺形成的腐蚀环境可以很快地毁掉选择不合适的工程材料。 3.2.1 泡沫排放装置采取的防堵塞措施 1) 泡沫排放装置与吸收塔接口为636×300mm,开口下沿采取与垂直呈45度角,防止进入泡沫排放装置的浆液沉积。 2) 泡沫排放装置外形尺寸为Ф900mm×1870mm,下部锥体与水平呈60度。 3) 泡沫排放装置下部椎体接DN150回流管至吸收塔,让进入泡沫排放装置内的石膏浆液靠重力回流至吸收塔,泡沫排放装置内不沉积石膏浆液。回流管与垂直呈55度。 4) 在泡沫排放装置上设计电动冲洗水阀门,运行人员可随时开启对筒体和射频导纳液位计探头进行冲洗。 3.2.2泡沫排放装置采取的防腐措施 1) 泡沫排放装置采用碳钢+玻璃鳞片防腐。 2) 脱硫运行期间,椎体回流管处于吸收塔浆液面以下,回流管道采用双相不锈钢1.4529防腐。 3) 泡沫排放管道采取玻璃钢材质防腐。 3.3 泡沫排放装置与脱硫DCS接口研究 泡沫排放装置设计有射频导纳液位计、泡沫排放电动阀门、冲洗水电动阀门。将热控I/O点引入DCS,在脱硫DCS设计了操作画面,当吸收塔内出现泡沫时,实现自动检测并打开泡沫阀门,将吸收塔内的泡沫排出塔外。 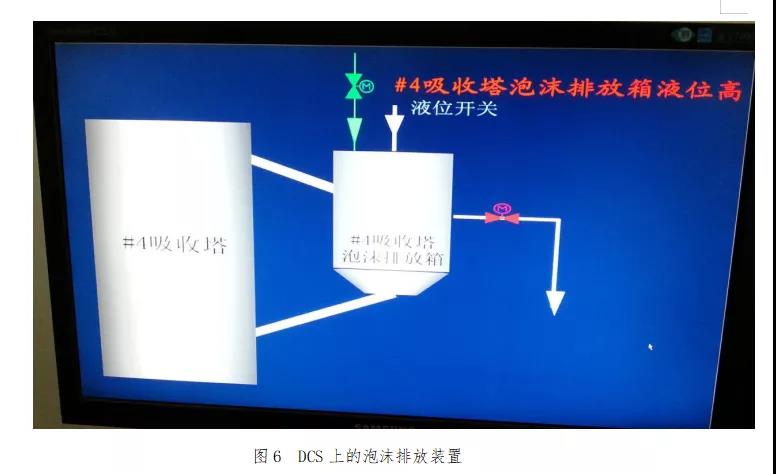
泡沫排放装置的逻辑控制如下: 1) 射频导纳液位计检测到信号,报警,开启泡沫排放阀门; 2) 射频导纳液位计检测信号消失,延时30秒,关闭泡沫排放阀门。 4 泡沫排放装置在某电厂4号吸收塔上的应用 4.1 某电厂4号机组脱硫装置简介 某电厂4号机组脱硫装置采用石灰石-石膏湿法工艺,一炉一塔配置,脱硫装置设计煤种含硫率为2.2%,脱硫效率不小于95%。吸收塔主要参数如下。 
泡沫排放装置的中心线安装在溢流口中心线下30cm处。 4.2 泡沫排放装置的主要设备表 
4.2 主要工作过程 2013年4月24~26日,现场设计联络会 2013年5月15~16日,设计图纸完成,完成现场审查 2013年7月15~20日,完成现场设备安装 2013年7月30日~8月5日,完成设备调试,8月6日投入运行。 4.3 设备的安全保护措施 泡沫排放装置安装吸收塔在14m步道平台,四周设计检修平台、爬梯和栏杆,方便设备检修维护,设备符合安全规定。 4.4 设备运行情况 泡沫排放装置投运以来,设备运行稳定,泡沫报警准确、排放顺畅。2013年10月1日,排放的情况如下。
经过监督测试数据对比,吸收塔泡沫排放装置投运后,石膏含水率降低1~2%,吸收塔的浆液PH值和二氧化硫排放浓度易于控制。 5 结束语 本项目在某电厂4号脱硫吸收塔上设计完成了泡沫排放装置,自2013年8月投运以来,设备运行稳定,当吸收塔内出现泡沫时,泡沫排放装置检测准确,能将吸收塔内泡沫顺畅排出塔外,保证了脱硫装置取消烟气旁路后运行稳定。 本项目主要有以下几个特点: 1) 该泡沫排放装置投运后,能提高吸收塔浆液品质,提高脱硫效率,有利于石膏结晶。经四个多月运行的在线监测数据对比,提高了脱硫装置的运行稳定性,未出现以往二氧化硫排放浓度经常超标和吸收塔PH值运行不易控制的情况;与以往的监督数据对比,石膏含水率含水率降低1~2%,脱硫石膏品质提高。 2) 泡沫排放装置能准确检测吸收塔内泡沫,排放泡沫顺畅,系统不堵塞,连接DCS实现自动控制。 3) 该泡沫排放装置能将漂浮在吸收塔液面之上的泡沫彻底排出塔外,明显优于向吸收塔内添加消泡剂,每年节省消泡剂费用3万余元。 4) 建议下一步在脱硫装置尤其是采用大、小油枪点火锅炉的脱硫推广应用。
|
| 上一篇:关于电除尘坍塌的思考 下一篇:吸收塔浆液浓度高的原因及故障处理 |

联系人:黄总
电话:18330736667(微信同号)
联系人:邢总
电话:18330726665(微信同号)
邮箱:adcc@ccpjcg.com
地址:河北省泊头市工业开发区





 微信公众号
微信公众号 微信公众号
微信公众号